
發布時間:2025-10-07 訪問次數:16
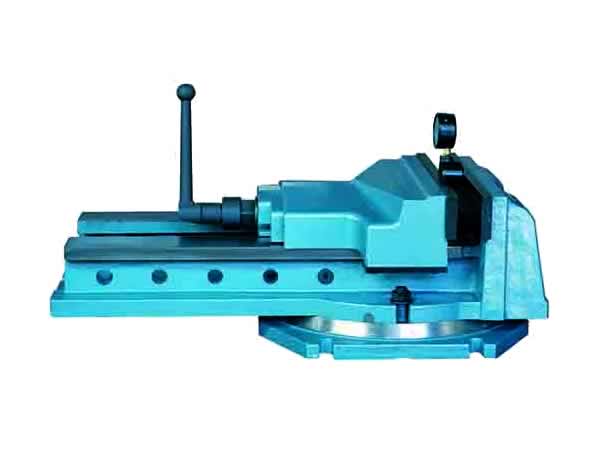
平口鉗是一種常用的機床夾具,廣泛應用于銑床、鉆床等機床加工中,用于夾持工件以確保加工過程的穩定性和精度。夾持力的合理匹配對于保證加工質量和工件的安全至關重要。以下是平口鉗夾持力與工件匹配的詳細方法和注意事項:
一、夾持力的定義與作用
夾持力是指平口鉗在夾緊工件時所施加的力。其主要作用是:
固定工件:確保工件在加工過程中不會移動或松動。
防止變形:避免因夾持力過大導致工件變形。
保證精度:確保工件在加工過程中的位置精度和尺寸精度。
二、影響夾持力的因素
工件材料:不同材料的工件對夾持力的承受能力不同。例如,鋁合金等軟質材料的夾持力應較小,而鋼材等硬質材料可以承受較大的夾持力。
工件形狀和尺寸:工件的形狀和尺寸會影響夾持力的分布。例如,薄板工件需要較小的夾持力,而厚工件可以承受較大的夾持力。
加工類型:不同的加工類型對夾持力的要求不同。例如,銑削加工時夾持力應適中,以防止工件振動;鉆孔加工時夾持力應較大,以確保工件穩定。
夾具設計:平口鉗的設計和結構也會影響夾持力。例如,帶有彈簧或液壓裝置的平口鉗可以提供更均勻的夾持力。
三、夾持力的匹配方法
根據工件材料選擇夾持力
鋁合金:夾持力應控制在較小范圍內,一般在50-100N之間,以防止工件變形。
鋼材:夾持力可以較大,一般在100-300N之間,以確保工件穩定。
塑料:夾持力應非常小,一般在20-50N之間,以避免損壞工件。
根據工件形狀和尺寸調整夾持力
薄板工件:夾持力應較小,一般在30-50N之間,以防止工件變形。
厚工件:夾持力可以較大,一般在100-200N之間,以確保工件穩定。
復雜形狀工件:夾持力應根據具體形狀調整,確保夾持點均勻受力,避免局部應力過大。
根據加工類型調整夾持力
銑削加工:夾持力應適中,一般在80-150N之間,以防止工件振動。
鉆孔加工:夾持力應較大,一般在150-300N之間,以確保工件穩定。
車削加工:夾持力應較大,一般在200-400N之間,以確保工件在高速旋轉時穩定。
使用夾具設計優化夾持力
彈簧夾具:通過調整彈簧的預緊力,可以實現均勻的夾持力。
液壓夾具:通過液壓系統調節夾持力,可以實現精確的夾持力控制。
氣動夾具:通過氣壓調節夾持力,可以實現快速夾緊和釋放。
四、夾持力的測量與調整
測量夾持力
使用力傳感器或測力計測量夾持力,確保夾持力在合理范圍內。
定期校準測量設備,確保測量結果的準確性。
調整夾持力
手動調整:通過調整平口鉗的螺母或手柄,增加或減少夾持力。
自動調整:對于帶有液壓或氣動裝置的平口鉗,可以通過調節液壓或氣壓來調整夾持力。
五、注意事項
避免過度夾持:夾持力過大可能導致工件變形或損壞,特別是在加工軟質材料時。
均勻分布夾持力:確保夾持力均勻分布在工件上,避免局部應力過大。
定期檢查夾具:定期檢查平口鉗的磨損情況,及時更換磨損部件,確保夾持力的穩定性。
安全操作:在調整夾持力時,確保機床處于停止狀態,避免發生意外事故。
通過合理匹配夾持力,可以有效提高加工效率和質量,同時保護工件和設備的安全。